Carrito
No hay más artículos en tu carrito


- News
- 60 likes
- 1708 visualizaciones
- 0 comentarios

23,50 $
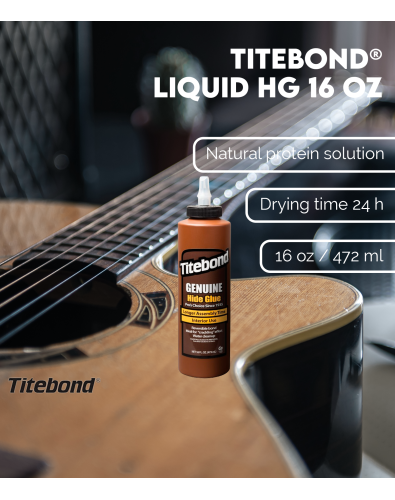
Descripción General Titebond® Cola Animal Líquida 16 oz:
La cola animal líquida de Titebond te permite algo insólito: aplicar cola animal sin necesidad de calentarla, removerla y emplearla con la rapidez que exigen en estas colas. Una vez seca, se puede lijar con facilidad y, lo que lo hace tan apreciado en la luthieria, se puede volver a desencolar con...

Fuera de stock
5,78 $
Cola de Huesos en Perlas 100 g
La cola de huesos en perlas es un adhesivo natural de origen animal, obtenido a partir de huesos de vacuno. Se presenta en forma de perlas de color marrón claro y es ampliamente utilizada en restauración de madera, carpintería tradicional y técnicas pictóricas.
Una vez remojada en agua fría y calentada al baño maría, se...


Fuera de stock
15,86 $
Descripción de la Cola Orgánica de origen animal de 500gr:
La Cola Orgánica de oirgen animal de 500gr es un adhesivo hecho de tejido conectivo animal. Es un producto esencial para todos los luthiers y artesanos de instrumentos musicales que buscan un adhesivo natural. Esta cola es fabricada con ingredientes naturales, lo que evita que sea tóxica. Por...

Fuera de stock
5,78 $
Cola de Conejo en Granos 100 g
La cola de conejo en grano es un adhesivo natural de origen animal, obtenido a partir de pieles de conejo, especialmente indicado para la preparación de imprimaciones tradicionales como el gesso y para técnicas de dorado.
Se presenta en forma de gránulos finos de color claro, que deben hidratarse en agua fría y calentarse...

17,10 $
Cola de Esturión en Hojas 20 g
La cola de esturión es una de las colas animales más puras y transparentes, obtenida a partir de la vejiga natatoria del esturión. Se presenta en forma de láminas finas y semitransparentes, en este caso en bolsitas de 20 g, listas para su preparación. Esta variedad corresponde al grado Salianski, considerado históricamente...


9,33 $
Descripción General Titebond® Original 8 oz:
Titebond Original es la cola para madera más empleada para productos acabados. Proporciona un fuerte agarre inicial y una rápida velocidad de fijación para reducir el tiempo de sujeción. También desarrolla un vínculo más fuerte que la propia madera, ofrece un excelente lijado y no se ve afectado por los...


12,68 $
Descripción General Titebond® Original 16 oz:
Titebond Original es la cola para madera más empleada para productos acabados. Proporciona un fuerte agarre inicial y una rápida velocidad de fijación para reducir el tiempo de sujeción. También desarrolla un vínculo más fuerte que la propia madera, ofrece un excelente lijado y no se ve afectado por los...


19,52 $
Descripción General Titebond® Original 32 oz:
Titebond Original es la cola para madera más empleada para productos acabados. Proporciona un fuerte agarre inicial y una rápida velocidad de fijación para reducir el tiempo de sujeción. También desarrolla un vínculo más fuerte que la propia madera, ofrece un excelente lijado y no se ve afectado por los...


52,23 $
Descripción General Titebond® Original 1 gal:
Titebond Original es la cola para madera más empleada para productos acabados. Proporciona un fuerte agarre inicial y una rápida velocidad de fijación para reducir el tiempo de sujeción. También desarrolla un vínculo más fuerte que la propia madera, ofrece un excelente lijado y no se ve afectado por los...



249,95 $
Descripción General Titebond® Original 5 gal:
Titebond Original es la cola para madera más empleada para productos acabados. Proporciona un fuerte agarre inicial y una rápida velocidad de fijación para reducir el tiempo de sujeción. También desarrolla un vínculo más fuerte que la propia madera, ofrece un excelente lijado y no se ve afectado por los...



32,33 $
Súper fuerte, fresco y ultra limpio. Gracias al Cianocrilato Fino tus construcciones y reparaciones serán inmejorables todas las veces.
Este producto es problablemente el mejor adhesivo Cianocrilato Fino especialmente formulado.
Podrás utilizar menos producto y reducir tu tiempo de trabajo, el Cianocrilato Fino absorbe y se diluye, por lo que permanece...


19,65 $
Descripción de Titebond Instant Bond Wood Cianocrilato Medium 2 Oz
El pegamento Titebond® Instant Bond Medium Cianocrilato 2 oz es un adhesivo extremadamente potente que tarda entre 5 y 15 segundos en pegar y entre 30 y 60 segundos en curar de forma inicial, perfecto para multitud de necesidades en tu taller. Proporciona una unión fuerte y...


23,94 $
Descripción de Titebond Instant Bond Wood Cianocrilato Gel 2 Oz
El pegamento Titebond® Instant Bond Gel Cianocrilato 2 oz es un adhesivo extremadamente potente que tarda entre 5 y 15 segundos en pegar y entre 30 y 60 segundos en curar de forma inicial, perfecto para multitud de necesidades en tu taller. Proporciona una unión fuerte y permanente.Aunque...


8,58 $
Color: Transparente
Tiempo de Secado con acelerador: 5 segundos
Tiempo de Secado: 5 a 35 segundos
Vida Útil: 12 meses a 5ºc
Descripción: Conjunto diseñado para realizar uniones en las que se requiera una alta velocidad de fraguado. Su alta viscosidad (1500 cps) le permite ser aplicado en posiciones complicadas y materiales porosos como la madera.


15,54 $
Cantidad: Envase de 50g.
Descripción: Adhesivo CHESTNUT de cianocrilato de viscosidad media especialmente recomendado para el montaje de mecanismos de escritura, complementos y todo tipo de uniones en materiales de todo tipo, madera, metal, piedra, loza,…. La densidad de este adhesivo actúa de tapa-poros recomendado en el pegado y unión de materiales...


25,87 $
Descripción del Adhesivo Poliuretano Gorilla 250 ml
El Adhesivo Gorilla original, ampliamente conocido por su extraordinaria fuerza y polivalencia, es 100% impermeable y resistente a temperaturas extremas. La fórmula de poliuretano activado por agua se expande dentro de los materiales para formar una unión extremadamente fuerte a prácticamente cualquier...

12,31 $
Adhesivo de Poliuretano Bakar PUR-10 D4 500 g
El Bakar PUR-10 es un adhesivo de poliuretano monocomponente de clasificación D4, indicado para uniones estructurales en luthería cuando se busca una adhesión muy resistente frente a humedad y condiciones exigentes. Endurece por reacción con la humedad del ambiente y de la propia madera, generando una unión...
Comentarios (0)
No hay comentarios
